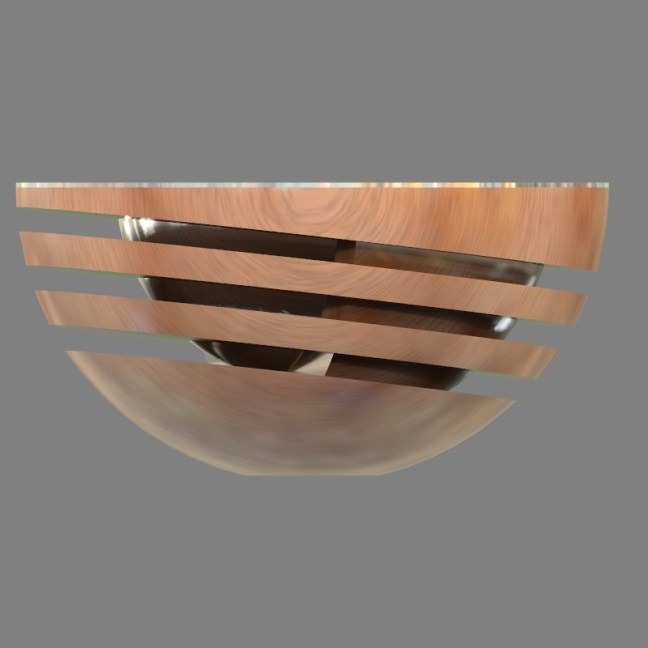
This morning I amended my laser cutting bowl file from my failed attempt yesterday. I moved out the slats and ran a few tests to make sure the sections slotted in tightly.
I decided not to use any glue when slotting in the sections as yesterday it had reacted with the plastic and left a messy white stain.
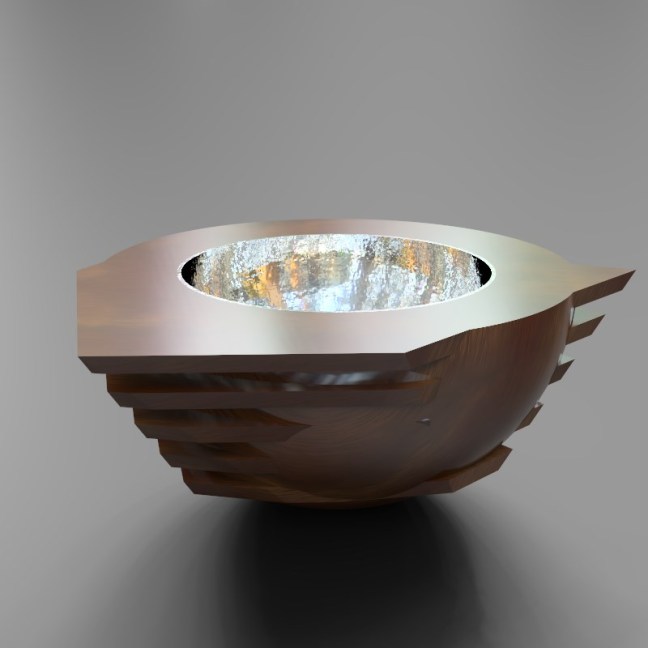
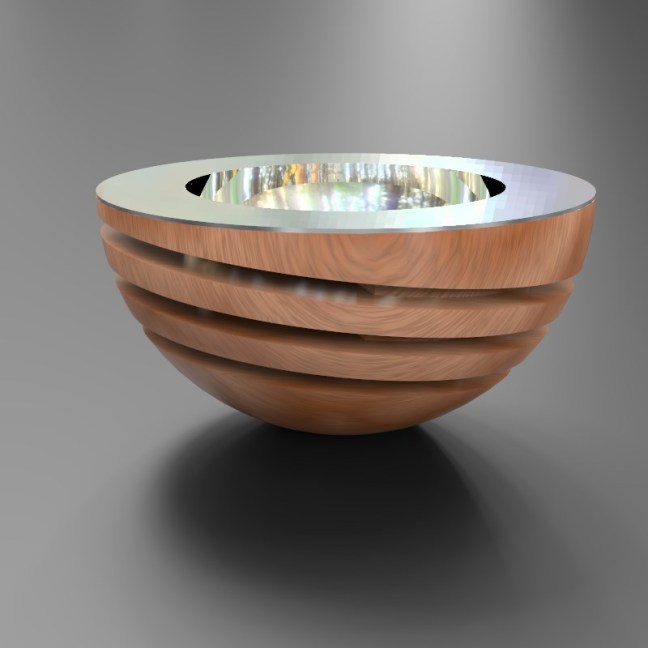
It took a little tweaking to get all the parts to go in to the top and bottom sections, but the final piece holds together well.



I laser cut some rings the same size as the top of the bowl and glued them together using super glue to make a press mold.



I cut a piece of copper just larger than the press mold and annealed it.
I then placed the copper on the press mold with rubber above and pressed the copper.
I didn’t want the copper to snap at the rim so I took it up to two bar and then re-annealed it.

I pressed again taking the pressure up to three bars.


I then pierced out the edge of the copper bowl and filed it.
I used 280 grit wet and dry paper to put a mat finish on the copper using a circular motion.
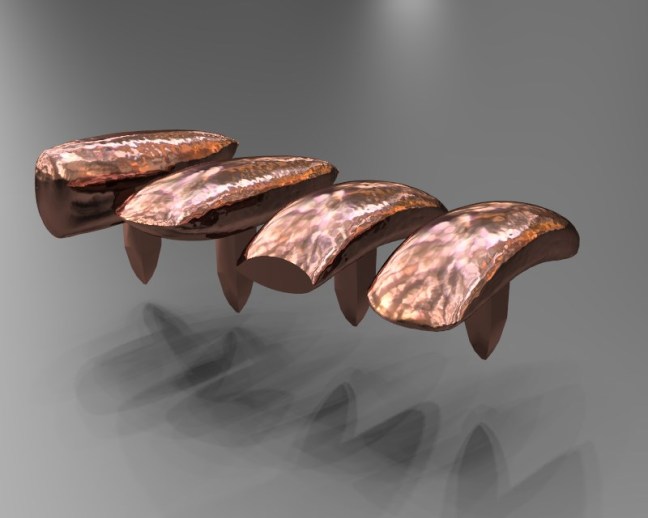
Instead of polishing to a high finish which would oxidise quickly anyway I decided to use platinol to blacken the copper.
I am pretty happy with the finished piece although I am not happy with some of the platinol and may re-apply this tomorrow.